7*24小时服务热线:
0755-36960993

拉弧式螺柱焊 又叫电弧式螺柱焊 , 与储能式螺柱焊 不同,拉弧式螺柱焊没有向电容充电的过程,而是通过变压器/整流器降压后直接放电,其工作原理与普通电焊焊接类似。
由于不需要预充电,电能可以源源不断地释放,所以焊接时间长短可以控制,根据设备功率不同,可焊螺柱直径范围为3-25mm。
| 焊接特性 | 产生影响 | |
| 电源规格: | 380V,50Hz | |
| 焊接时间: | 5-2000毫秒,可调整 | 可焊螺柱直径范围更大,熔池更深 |
| 焊接电流: | 根据设备功率 | |
| 熔池深度: | 较深 | 1. 对板材厚度有要求 2. 可在热轧板上焊接 3. 焊接强度高 |
| 最小板厚: | 短周期:螺柱直径的1/8 长周期:螺柱直径的1/4 | |
| 背面印痕: | 较深 | 板材较薄时可能产生印痕或小范围变形 |
| 焊接强度: | 非常高 |
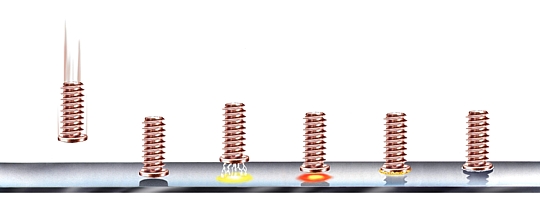
根据螺柱直径不同以及使用场合不同,拉弧式螺柱焊有不同的焊接方式以及保护方式。
焊接方式分为“短周期螺柱焊”和“长周期螺柱焊”。
保护方式分为“无需保护”、“气体保护”和“瓷环保护”
短周期螺柱焊即焊接时间在5-100毫秒的拉弧式螺柱焊,由于焊接时间较短,所以熔池相对较浅(但比储能式螺柱焊的熔池深)。
 | 短周期螺柱带有一圈法兰,这样无论在焊接处是否产生气孔,螺柱的焊接处抗拉强度,始终将大于螺柱自身的强度。 短周期螺柱的外形与储能螺柱相似,所以也可以用储能螺柱来进行短周期 根据设备功率不同,短周期螺柱焊最大可焊M12的螺柱(ARC1550 ,ARC800拉弧式 短周期可焊至M8) 螺柱直径在6毫米及以下时,可以不采用任何保护措施。 螺柱直径在8毫米及以上时,应采用气体保护,这样可以避免产生气孔。 |
长周期螺柱焊的焊接时间在100毫秒以上,由于焊接时间较长,所以熔池较深,可焊螺柱直径较大,对板材表面质量要求较低,要求板的厚度较大。

 | 由于长周期螺柱焊本身焊接熔池较深,所以螺柱本身无需法兰提高焊接强度。 根据螺柱材质不同,低碳钢螺柱前端需镶嵌小铝球用于焊接时的引弧,而不锈钢螺柱不需要小铝球。 由于熔池较深,气体保护对熔池的塑形能力较差,并且较易受到 影响,所以在焊接M12以上的螺柱时,宜采用瓷环保护焊接。 |
