越来越多朋友有如此一来的困惑:全钒液流电池式螺柱焊 的焊接工艺标准要比拉弧式螺柱焊 差,就像不能说全钒液流电池式螺柱焊 焊不牢?前下一句话无一些问题,后下一句话谅解上面偏移。下面他们做详实分折。
大前提:
在这个里我门研讨的相关故障一位很重要的实质必备条件:去掉因装备其本身重量相关故障而导致的点焊屈服强度不太高的原则。
补焊方案通常情况下包含3种:
储能式螺柱焊
短周期拉弧式螺柱焊(气体保护 / 非气体保护)
长周期拉弧式螺柱焊(气体保护 / 瓷环保护)
1. 焊接强度的决定性因素
简简单单而言,电焊形式的各不相同绝对的了熔池高度的各不相同,熔池高度立即绝对的了电焊构造的宽度。
| 焊接方式 | 图例 | 最小板厚要求 | 熔池深度 | 适合板厚 | 背面印痕 |
| 储蓄能量式螺柱焊(无保障) | 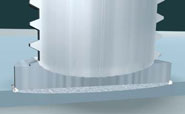 | 1/10螺柱直径不低于最薄0.5 mm | 浅 | 0.5 - 2 mm | 基本上无 / 稍微鼓起 |
| 短频次螺柱焊(无保护区 /实验室气体确保) |  | 1/8螺柱直经 | 中等 | 0.5 - 3 mm | 偶尔重点 / 后边可以发暗 |
| 长时间是螺柱焊(气休守护 /瓷安全护) | 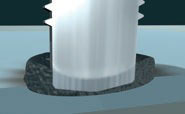 | 1/4螺柱的直径最薄2 mm | 深 | 2 mm以上 | 可能较大 |
2. 如何理解“满足焊接强度要求”
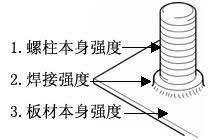
在考察报告焊难度时,.我须得同一时间考察报告七种难度环境因素:1. 螺柱本身就刚度(受螺柱质地洛氏硬度应响)2. 电焊效果(受熔池轻重的影响)3. 产品客观事物承载力(受产品材料做洛氏硬度、强度损害)锡焊硬度检侧的历程就是说这五个硬度上下级较好的历程。
当第三责任险更加时,就是手工锡焊力度非最次,则我国能认同手工锡焊力度实现的要求。
| 三者比较最弱项 | 强度检测结果 | 评价 | 可能原因 | 建议 |
| 螺柱本身强度 |  | 合格 | 螺柱材质偏软 |
|
| 板材本身强度 |  | 合格 | 1. 板面料偏软2. 护墙板较薄 |
|
当三项特别时,氩弧焊难度展示最次时,你们就感觉氩弧焊难度没法达到符合要求。
| 三者比较最弱项 | 强度检测结果 | 评价 | 可能原因 | 建议 |
| 焊接强度 |  | 不合格 | 1. 材料比较厚2. 螺柱半径偏大3. 采用了不合适的的电弧焊接原则 | 选择正确的焊接方式 |
总结
一下是基于合理的经验归纳出的平常有原则,只供符合,深表歉意问题能致电广州悦仕,你们将为您做进一部答疑。
| 储能式螺柱焊 | 短周期拉弧式螺柱焊 | 长周期拉弧式螺柱焊 |
| 推荐板材材质 | 低碳钢冷轧板、不锈钢、铝、黄铜 | 低碳钢冷轧板、热轧板、不锈钢 | 低碳钢冷轧板、热轧板、不锈钢 |
| 0.5-1 mm | 合格 | 板材可能焊穿 | 板材焊穿 |
| 1-2 mm | 合格 | 合格但背面可能有印痕 | 焊接处板材可能变薄,影响整体强度 |
| 2-3 mm | 应该达不到格需通过才质及焊接工艺条件选择 | 合格 | 合格 |
| 3 mm以上 | 几率不符达标率需不同材质原料及熔接耍求肯定 | 应该不统一格需随着布料材质及对接焊规定确实 | 合格
|

